tilpasset antikk eske til tannpirkerbokser

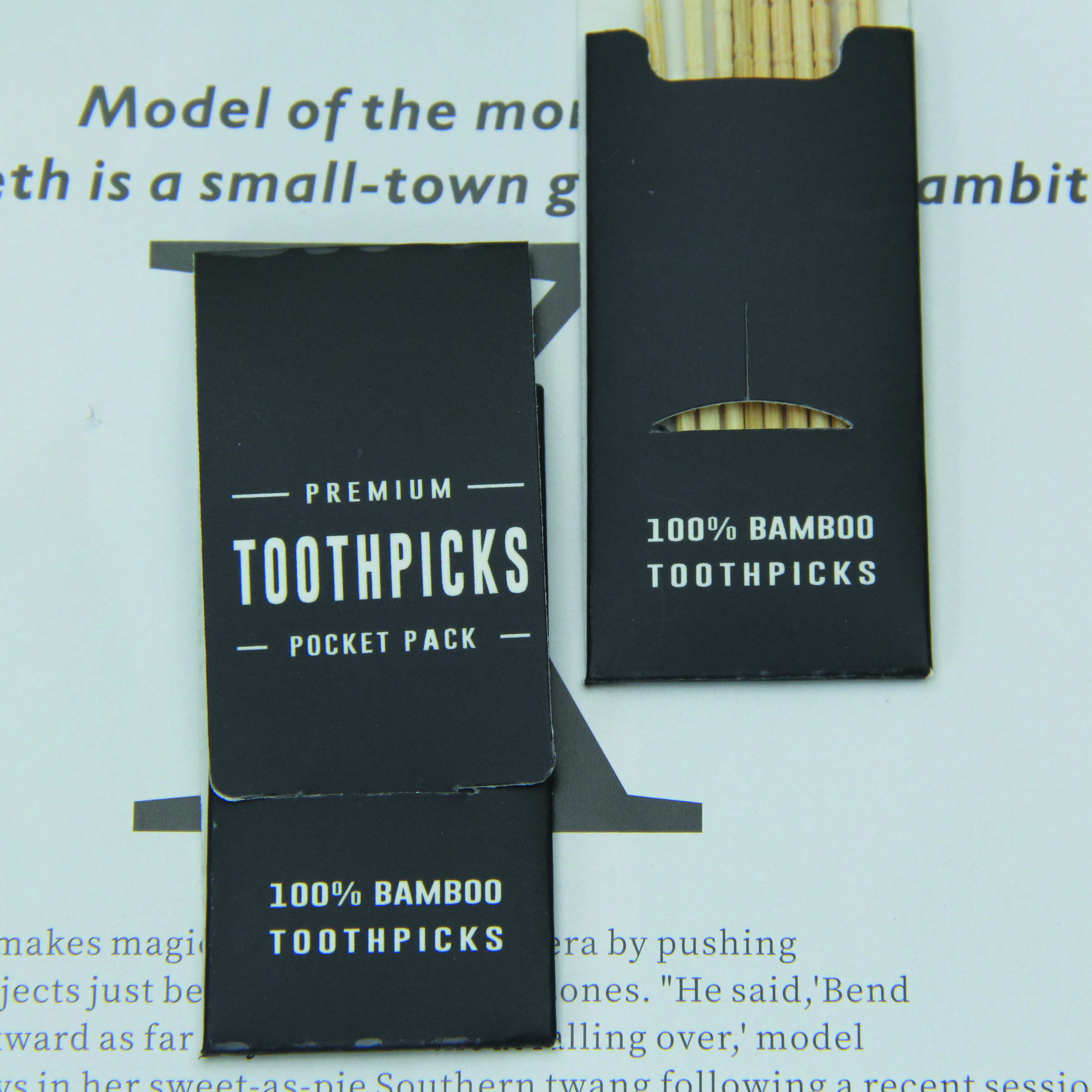


tilpasset antikk eske til tannpirkerbokser
Siden begynnelsen av det 21. århundre har landet vårt sterkt foreslått utvikling av vitenskap og teknologi, noe som har gjort mange tradisjonelle håndlagde produkter til digital, intelligent og mekanisert produksjon, som er miljøvennlig og fornybar. Dette forbedrer produksjonseffektiviteten betraktelig og sparer tid og kostnader. Det samme gjelder for produksjon og produksjon av tannpirkerbokser, så prosessen i produksjonsprosessen av emballasjeboksen:
1. Først må papiret kuttes i produksjonsspesifikasjonene forsiden av papiret.
2. Legg ansiktspapiret på det intelligente utskriftsutstyret for å skrive ut ansiktspapiret.
3. Når man lager knivformer for øl, er øl en viktig del av produksjonsprosessen. I denne forbindelse må kniven og formen justeres, og unøyaktigheten til kniven og formen vil påvirke det ferdige produktet i hele emballasjeboksen alvorlig.
4. For overliming av ansiktspapiret, er denne prosessen for å beskytte ansiktspapiret mot sliping og så videre når emballasjeboksen produseres.
5. Plasser vevskortet under manipulatoren, og utfør en rekke prosesser, som å lime inn esken, slik at emballasjeboksen for halvferdig produkt kommer ut.
6. Samlebåndet transporterer den konvensjonelt limte esken til posisjonen til den automatiske formemaskinen, og plasserer den limte esken manuelt på formingsformen, starter maskinen, og formemaskinen fører sekvensielt til langsiden, brettes inn i langsiden, presser kortsiden av blisterpakken og presser kortsiden. Boble, maskinen vil sprette eskene på samlebåndet.
7. Til slutt, legg den pakkede esken til høyre gjennom QC, brett den med papp, rengjør limet og finn defekte produkter.
Vi må være oppmerksomme på noen detaljer i prosessen med å lage emballasjeboksen. Vanlige problemer krever vår oppmerksomhet: 1. Vær oppmerksom på forsiden og baksiden av forsidepapiret under ølprosessen for å forhindre at forsidepapiret passerer gjennom limet, noe som resulterer i limåpning på kanten av boksen. 2. Vær oppmerksom på de høye og lave vinklene når du pakker eskekortet, ellers vil esken bli knust på støpemaskinen. 3. Når du bruker støpemaskinen, vær oppmerksom på at det ikke er lim på børsten, pinnen og bladet, noe som også vil føre til at limet åpner seg på kanten av esken. 4. Tykkelsen på limet bør justeres i henhold til de forskjellige papirtypene. Det er ikke tillatt å dryppe lim på tennene eller bruke vannbasert miljøvennlig hvitt lim. 5. Det bør også bemerkes at emballasjeboksen ikke kan ha tomme kanter, limåpninger, limmerker, rynkete ører, sprengvinkler eller store posisjoneringsskjevheter (maskinposisjoneringen er satt til omtrent pluss eller minus 0,1 mm). I hele produksjonsprosessen må esken brukes med en dyse før produksjon.
Prøv ut en prøve, og fortsett deretter til masseproduksjon etter at du har bekreftet at det ikke er noe problem, for å forhindre muligheten for modifikasjon hvis det er et problem med dysen, og til slutt bekrefte at det ikke er noe problem før masseproduksjon. Esken er godt laget.
Fuliter kan gjøre produktene dine bedre!
SALGSPRODUKT
Kvalitet først, sikkerhet garantert