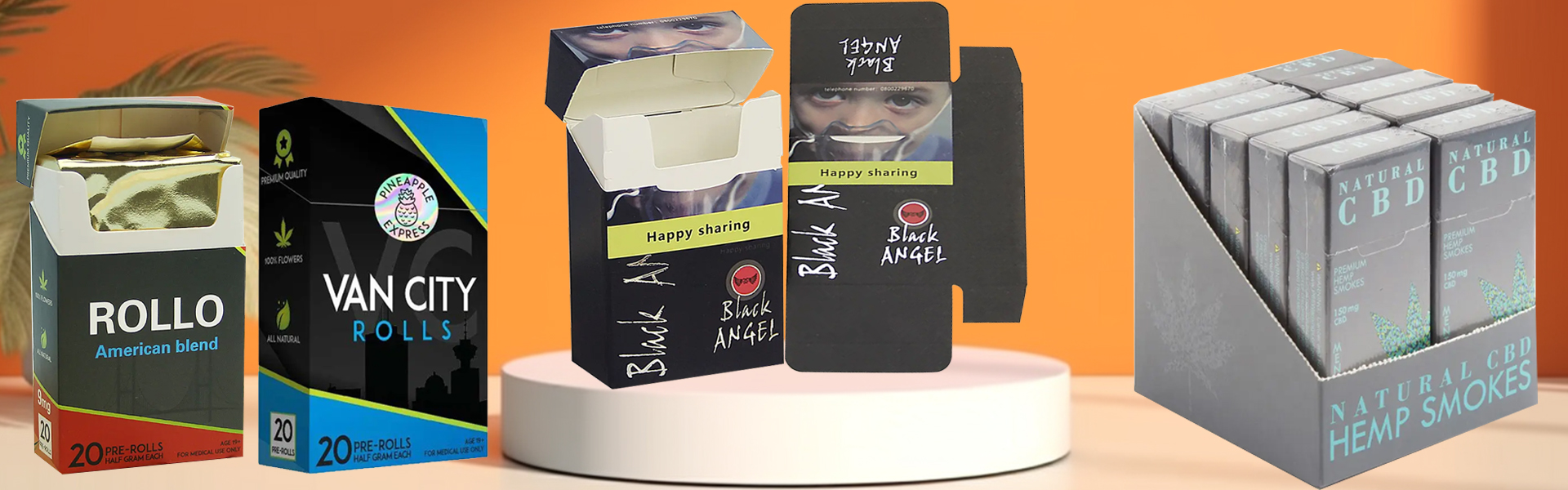
eske for oppbevaring av essensielle oljer, postboks, Amazon-emballasje, engros designsett




eske for oppbevaring av essensielle oljer, postboks, Amazon-emballasje, engros designsett
Hvordan velge riktig emballasje til produktet ditt?
Med den modne utviklingen av emballasjeteknologi og den kontinuerlige oppdateringen av trykk- og emballasjeteknologi, har også produksjonsprosessen for trykking av emballasjebokser blitt forenklet. Mange tidligere eksponeringer og filmproduksjoner er ikke lenger tilgjengelige. Den spesifikke prosessen er som følger:
1. Utforming
Mange design av emballasjebokser er allerede fritt designet av bedrifter eller kunder selv, eller de er designet og designet av et designfirma, fordi design er det første trinnet, hvilket mønster eller størrelse, struktur, farge osv. som ønskes. Selvfølgelig har emballasjebokstrykkeriet også tjenester for å hjelpe kundene med å designe.
2. Korrektur
For første gang man tilpasser den trykte emballasjeboksen, er det vanligvis nødvendig å lage en digital prøve. Hvis det er strengere krav, må den til og med trykkes på en trykkmaskin for å lage en ekte prøve, fordi når man trykker en digital prøve, kan fargen på den digitale prøven være forskjellig ved trykking i store mengder. Prøver sikrer konsistent farge i masseproduksjon.
3. Publisering
Etter at prøvetrykket er bekreftet, kan partiet produseres normalt. For produksjonen til emballasje- og trykkerifabrikken er dette faktisk det første trinnet. Fargeprosessen til den nåværende fargeboksemballasjeboksen er veldig vakker, så fargene i de publiserte versjonene er også varierte, og mange fargeboksemballasjer. Boksen har ikke bare fire grunnfarger, men også spotfarger, for eksempel spesiell rød, spesiell blå, svart, osv. Disse er alle spotfarger, som er forskjellige fra de vanlige fire fargene. Flere farger er flere PS-trykkplater, og spotfargen er unik.
4. Papirmaterialer
Valget av farget emballasjemateriale for esker ble bestemt under prøvetrykk. Her er papirtypen som brukes til trykking av emballasjeesker.
1. Enkelt kobberpapir kalles også hvit papp, egnet for fargeboksemballasje, enkeltboksutskrift, generell vekt: 250-400 gram som vanligvis brukes
2. Bestrøket papir Bestrøket papir brukes som emballasjeboks, som vanligvis brukes som monteringspapir, det vil si at mønsteret trykkes på det bestrøkede papiret, og deretter monteres på grått brett eller treboks, som vanligvis er egnet for produksjon av hardcover-boksemballasje.
3. Hvitt tavlepapir Hvitt tavlepapir er hvitt papir på den ene siden og grått på den andre siden. Den hvite overflaten er trykt med mønstre. Det er nyttig å lage en enkelt eske, og noen bruker en montert kartong. Jeg vil ikke forklare mer om papiret her.
5. Utskrift
Trykkprosessen for fargeboksemballasje er svært krevende. De mest tabubelagte er fargeforskjeller, blekkflekker, overtrykk av nåleposisjon, riper og andre problemer, noe som også vil føre til problemer i ettertrykksprosessen.
Seks, overflatebehandling av trykk
Overflatebehandling, fargeboksemballasje er vanlig med blankt lim, overmatt lim, UV, overlakk, overmatt olje og bronsing, etc.
7. Stansing
Stanskjæring kalles også «øl» i emballasje- og trykkeribransjen. Det er en viktigere del av etterbehandlingsprosessen, og det er også den siste delen. Hvis det ikke gjøres riktig, vil den tidligere innsatsen være bortkastet. Vær oppmerksom på innrykk ved stansing og støping. Ikke spreng tråden, ikke stans ut.
Åtte, binding
Mange emballasjebokser i fargebokser må limes og limes sammen, og noen emballasjebokser med spesielle strukturer trenger ikke limes, for eksempel flybokser og himmel- og jordbokser. Etter liming kan den pakkes og sendes etter å ha bestått kvalitetsinspeksjon.
Til slutt kan Dongguan Fuliter gi deg den perfekte emballasjen
SALGSPRODUKT
Kvalitet først, sikkerhet garantert
-

Tilpassede papirhattforsendelsesbokser engros
-

Tilpasning av tre papirflaskebokser med godteri
-

Luksuriøs tilpasset lysekrukke med lokk og gaveeske ...
-
30ml outfitters beste gjør-det-selv jordens essensielle...
-
tilpassede kakebakverk daddelbokser filippinene ...
-

Papirgavekort visittkortboks emballasje